Seit nun knapp anderthalb Jahren arbeite ich an und mit 3D-Druckern und habe in der Zeit an meinem selbstgebauten Mendel90 und verschiedenen kommerziellen Geräten Erfahrungen gesammelt. Auf der einen Seite habe ich viele positive Erfahrungen gemacht, auf der anderen Seite ist meine Frustration immer weiter gewachsen. Das Problem: Ein großer Teil an 3D-Druckversuchen scheitert – auch bei den „Kaufdruckern“. Und darüber muss ich mich hier mal öffentlich aufregen.
Es ist oft zum Haare raufen: Immer wieder löst sich das Druckteil vom Druckbett. In Foren werden Tipps ausgetauscht, vom Klebestift über selbst angerührte ABS-Pampe bis hin zu Haarspray reicht die Palette der Hausmittelchen, zusätzlich bietet der Markt inzwischen eine ganze Reihe von Dauerdruckplatten und -beschichtungen, die die Haftung verbessern sollen. Die Foren und die 3D-Druck-Gruppe auf Facebook sind voll von Anfragen zu diesem Thema. Und hält der 3D-Druck unten, dann zeigen sich weiter oben Löcher und Wellen im Objekt – weiter geht’s mit der Fehlersuche und dem Frickeln an den Druckeinstellungen.
Soll man mit einem Brim – einem Rand um das Druckobjekt, der die Bodenfläche vergrößert – oder einem Raft – einer durchgehenden Schicht unter dem Objekt – arbeiten? Was sind die optimalen Temperaturen für Heizbett und Extruder? Sind Stützstrukturen notwendig? Die Open Source-Softwarepakete bietet eine nahezu unendliche Zahl von Parametern, die jeweils auf das verwendete Filament, dessen Werkstoff, die Form des Objekts und die gewünschte Auflösung angepasst werden müssen.
Wann kommt der 3D-Druck endlich aus der Frickelphase?
Da werden Kalibrierwürfel gedruckt und Temperaturtürmchen – es wird ein Turm gedruckt und die Temperatur alle paar Millimeter manuell variiert, um die optimale Extrudertemperatur für das aktuelle Material herauszufinden. Nun könnte man einwenden „Kauf doch immer das selbe Material“ – das ist aber nicht so einfach, wenn beispielsweise der Lieferant seine Quelle ändert oder bestimmte Farben beziehungsweise Materialien nicht führt.

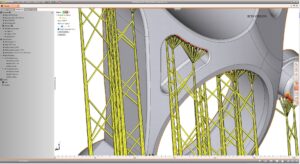
Teure Drucker mit Materialkassetten wie der Cube Pro nehmen einen Teil dieser Arbeit ab, da hier nur genau definiertes Material des Herstellers nach dessen Vorgaben verarbeitet werden kann. Auf der anderen Seite ist es bei diesen Geräten eben kaum möglich, Einfluss zu nehmen, beispielsweise wenn die Software untaugliche Stützstrukturen berechnet. Am Ende stehen immer wieder neue Versuche, anderes Anordnen der Teile, Ändern der Parameter, wiederholtes Erzeugen der Druckdatei und hoffentlich endlich ein erfolgreicher 3D-Druck.
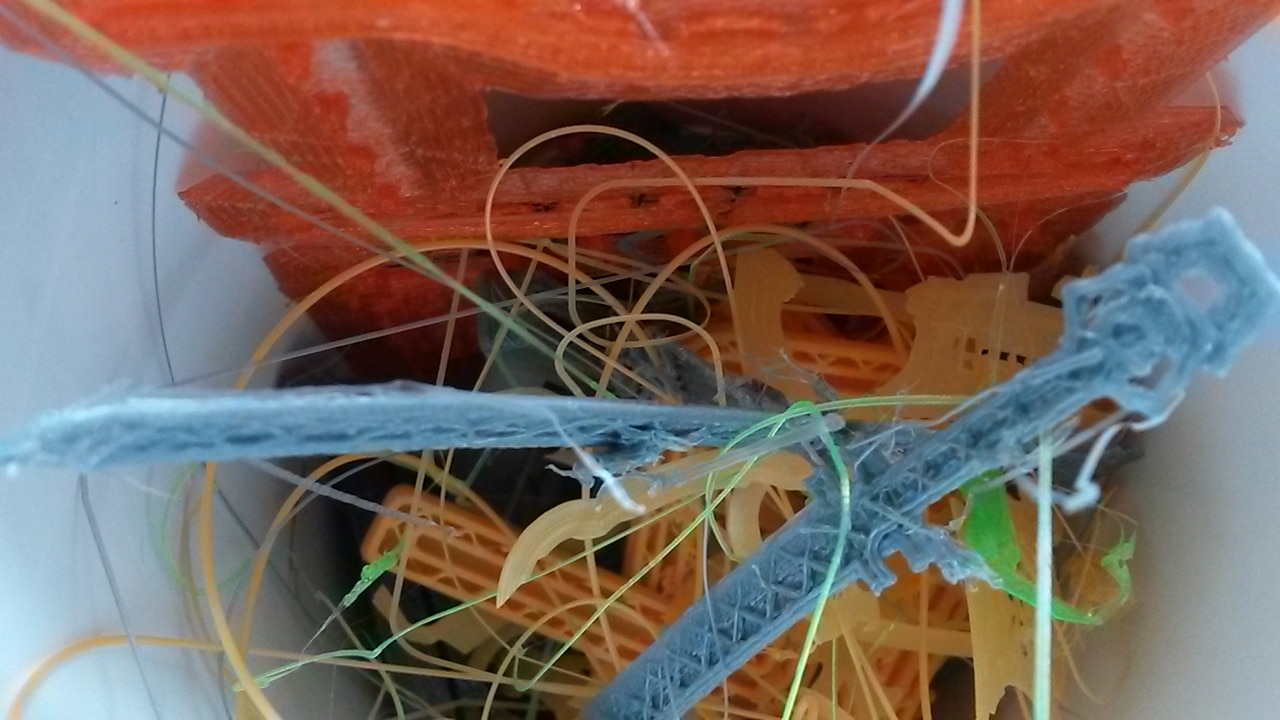
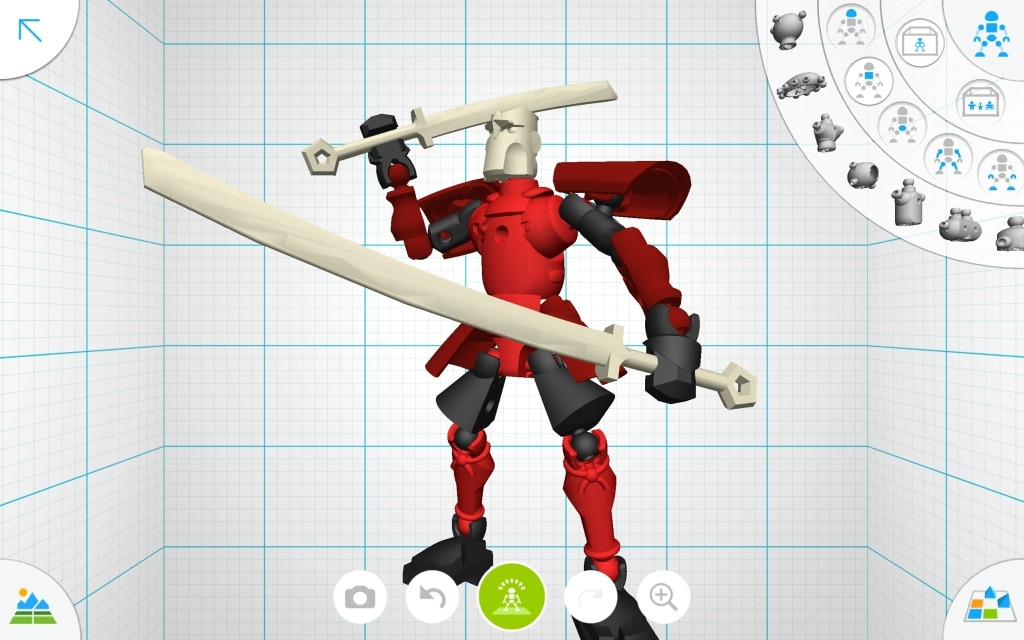
Dabei gibt es einige einfache Regeln: Lange, schmale Teile mit geringer Aufstandsfläche verziehen sich gerne und lösen sich dann ab – ich verzweifle gerade an kleinen Spielzeugschwertern für den Tinkerplay-Ninja meines Sohnes. Bei den L-förmigen Füßen für die Witbox half es, je zwei dieser Füße zu einem Viereck anzuordnen und mit Brim zu drucken. Das bedeutet aber wiederum: Es erfordert einige Erfahrung, jeder neue Druck will genau analysiert und durchdacht werden – wir sind meilenweit vom „Fire-and-Forget“ des Papierdrucks entfernt.
Nun mag es ein 3D-Druck-Enthusiast, der sich seinen Drucker selbst gebaut hat, diese Einstellarbeit als interessanten Teil des Projekts sehen. Man lernt unendlich viel dabei, deshalb bin auch ich diesen Weg gegangen. Und ich weiß jetzt schon, dass nach der Veröffentlichung Kommentare kommen nach dem Motto „bei mir funktioniert das einwandfrei“ – aber wie viel Arbeit ist, ehrlich gerechnet, notwendig, so weit zu kommen? Das mag für einen Studenten, der sich tagelang seinem Drucker widmen kann, kein Problem sein, aber ich habe Job, Familie und entsprechend wenig Zeit, endlose Testreihen zu fahren. Ich kann – und will – stundenlang nicht über jeder Druckdatei brüten und über die potentiellen Probleme nachdenken müssen. Und damit bin ich sicher nicht der Einzige.

Wenn man nun vom Hobbybereich weggeht und daran geht, kommerziell vertriebene Drucker in den Produktentstehungsprozess zu integrieren, ist noch ein gewaltiger Schritt notwendig – welche Firma kann und will es sich leisten, dass teure Mitarbeiter so lange an den Parametern des nicht weniger teuren 3D-Druckers herumfrickeln, bis der ersehnte Prototyp endlich entstanden ist? Im professionellen Einsatz muss eine Maschine schnell möglichst reibungslos laufen und ihren Beitrag zur Wertschöpfung liefern. Da ist kein Platz und keine Zeit für Kalibriertürmchen.
Dem 3D-Druck mangelt es schlicht an Expertensystemen, wie sie beispielsweise im CAM-Bereich existieren: fortschrittliche CAM-Software erkennt die Features eines Bauteils und ordnet diesen jeweils eine optimale Frässtrategie zu. Natürlich ist auch hier weiterhin Fertigungswissen erforderlich und nicht jedes Teil lässt sich automatisch optimal umsetzen. Aber einen sinnvollen Vorschlag als Basis für manuelle Optimierung erhält man allemal.
Intelligente Unterstützung ist notwendig
Ich kann mir auch eine Funktion vorstellen, die den Anwender auf Problemstellen hinweist, ähnlich der Angebotssoftware von Proto Labs, die detaillierte Hinweise gibt, welche Geometrien im Spritzguss Probleme bereiten werden und die allgemeine Lösungshinweise gibt. Etwa in der Art „Achtung, sie wollen eine lange, schlanke Form drucken, bitte nutzen Sie einen Brim und denken Sie über eine bessere Positionierung der Bauteile nach“.
Sieht man die Arbeit, die sich die Entwickler von Repetier, Cura, Slic3r, Marlin und so weiter machen – oft ohne daran etwas zu verdienen – mag mein Gemecker undankbar klingen. Allerdings liegt diese Software auch kommerziell vertriebenen Druckern wie Ultimaker, Witbox oder Neo bei, dann muss sie sich an professionellen Anforderungen messen lassen. Und die Software beispielsweise von 3D Systems ist nicht viel besser.
Schließlich sollten die Vorgaben der Materiallieferanten klarer werden. Ich verstehe ja, dass der Materialfluss in jeder der vielen Düsen, die auf dem RepRap-Markt erhältlich sind, etwas anders sit, manchmal bekommt man jedoch praktisch gar keine Vorgaben mit oder so weit gefasste, dass sie praktisch nutzlos sind. Eine Angabe, mit welcher Temperatur beispielsweise mit den aktuell wohl am weitesten verbreiteten Hotends – J-Head und E3D – optimal ist, würde da schon sehr weiterhelfen. Das bedeutet mehr Aufwand beim Filamenthersteller, das sollte sich aber auch in einem höheren erzielbaren Verkaufspreis niederschlagen.
Jedenfalls wird sich mit dem heutigen Stand der Technik die Vision von 3D-Druckern auf (fast) jedem Schreibtisch und „3D-Druck so einfach wie 2D-Druck“ nicht verwirklichen. Es ist noch einiges zu tun, bis 3D-Druck „Fire and Forget“-tauglich wird. Ich freue mich jedenfalls darauf und frickle so lange weiter. Mein Sohn wartet auf seinen Ninja.
P.S. Ich scheine nicht der Einzige zu sein, der frustriert ist. In einer Pressemitteilung zur Rapid Tech/Fabcon 3.D diese Woche in Erfurt wird ein Vortrag von 3D-Druck-Guru Joris Peels angekündigt:
Im Rahmen der Preisverleihung zum Student Design & Engineering Award For Rapid Manufacturing wird er am Abend des 10. Juni unter dem Titel „3D Printing: Between endless possibility and a pool of infinite suck“ einen kritisch-visionär-satirischen Blick auf den aktuellen 3D-Druck-Hype werfen.
Das hört sich interessant und spannend an. Ich kann zwar die Messe leider nicht besuchen, werde aber sehen, ob ich den Vortrag bekommen kann.


Hallo Herr Steck,
treffender Beitrag, dem stimme ich voll zu.
Grüße,
LH
Hallo Herr Steck,
auf der einen Seite kann ich diesen Beitrag verstehen, auf der anderen Seite muss ich darüber auch etwas schmunzeln. Es ist immer dieses typische Beispiel vom Autokauf. Wenn ich ins Autohaus gehe um einen Mercedes zu kaufen, aber nur bereit bin für einen Fiat zu bezahlen, dann erhalte ich eben nur einen Fiat.
Gleiches bei den 3D-Druckern. Auf der einen Seite gibt es die „billigen“ Drucker die zur Zeit den Markt überschwemmen und einiges an Schwächen haben. Dazu zählen verstopfte Extruder, unangenehme Geruchsentwicklung, Bauteile werden oft nur nach dem vierten Anlauf halbwegs gelungen, die unausgereifte Software und und und…. Auf der anderen Seite stehen die professionellen Geräte, die auch für den ein oder anderen Heimanwender interessant sind, wo von all diesen Problemen nichts wissen.
Nehmen wir z.B. Stratasys. Ob bei der kleinsten Mojo oder der größeren Bruder Dimension, hier haben alle Drucker einen beheizten Bauraum bei 75 Grad der geschlossen ist und bleibt während dem Druckvorgang. Dies sorgt für eine hohe Stabilität und Verbindung der einzelnen Schichten. Der Materialwechsel erfolgt problemlos und kinderleicht und das verwendete Stützmaterial wird einfach ausgewaschen. Die dazugehörige Software berechnet vollautomatisch die Werkzeugbahnen, das Stütz und Modellmaterial. Einfach die STL Datei reinladen, manuell oder automatisch ausrichten, Schichtstärke (je nach Modell) wählen und fertig. So Späße wie das Bauteil löst sich von der Bauplattform und muss mit Kleber oder ähnlichem befestigt werden, gibt es hier nicht. Alle Geräte sind geräuscharm und vollkommen Bürotauglich da es keine unangenehme Geruchsentwicklung gibt.
Kommen Sie einfach mal wie bereits angeboten bei uns in Langenau vorbei :)
Grüße
Wird gemacht :-)
Wobei ich die Referenz zu Fiat gemein finde :-)
War ja nur ein Beispiel, kann man auch durch andere Marken ersetzen ;D
… ein Besuch in Erfurt wäre aber ebenfalls lohnenswert gewesen.
Dort gab es dicht nebeneinander Profi- und „Fabber“ Maschinen.
Und natürlich viele Leidensgenossen, die auch gerne bereit sind Erfahrungen und Lösungen auszutauschen.
Der Vortrag von Joris Peels ging weniger in Ihre Richtung sondern kritisch mit vielen Marketing Blasen um.
Ich stimme dem Dacia und Mercedes Vergleich vollkommen zu ;-)