
[Update im Text]
Jetzt ist die schöne Zeit vorbei, in der ich zur digitalen Elite zählte und im Bekanntenkreis lässige Bemerkungen wie „Gestern abend musste ich noch kurz einen 3D-Druck starten“ von mir geben konnte. Zweieinhalb Wochen lang hat er mich manchmal Nerven gekostet, aber noch sehr viel mehr Freude bereitet: Der Makerbot Replicator 2. Zum Ende des Tests nun noch einige Praxiserfahrungen, Erkenntnisse und Tricks für ein sorgenfreies Zusammenleben mit dem 3D-Drucker.
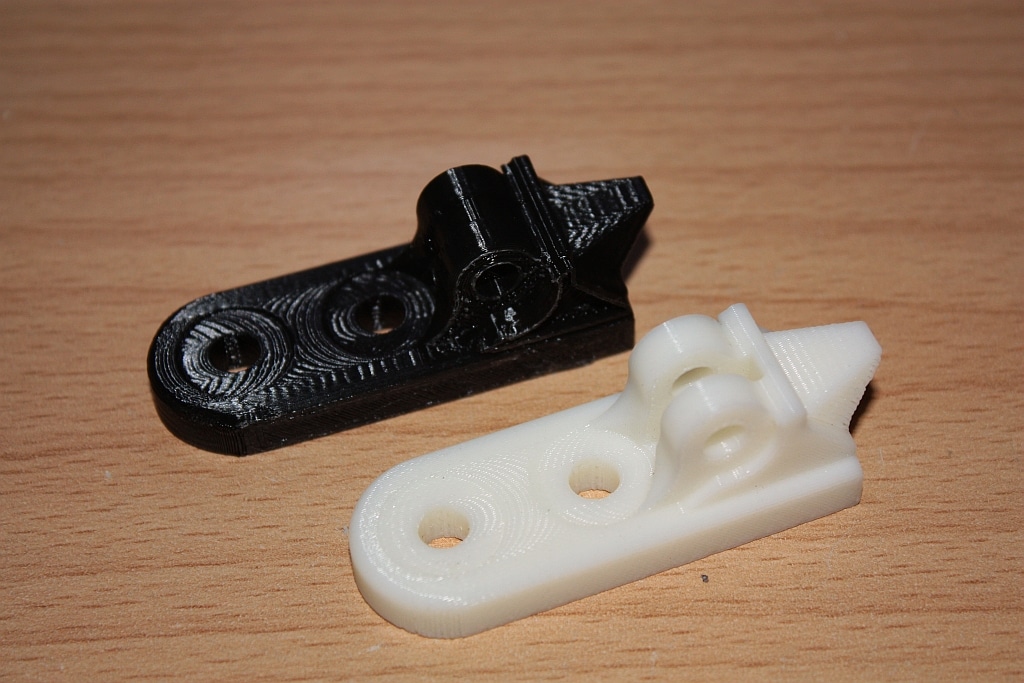
Die wichtigste Erkenntnis: Der Replicator kann in Sachen Qualität durchaus mit den professionellen FDM-Druckern mithalten. Ich habe einen Print des abgebildeten Verdeckhalters von einem HP Designjet 3D, der mit dem uPrint von Stratasys baugleich ist. Einige Vergleichsmessungen mit der Schieblehre:
| Maß | CAD-Modell | uPrint | Replicator 2 |
| Länge | 54mm | 53,9 | 53,7 |
| Breite | 20mm | 20,3 | 19,9 |
| Lochdurchmesser | 5,5mm | 5,4 | 5,4 |
| Höhe der Platte | 6,5mm | 6,6 | 6,5 |
Man sieht, die Ergebnisse weichen tatsächlich nur marginal ab. Die Oberflächenqualität ist beim Replicator 2 besser, das liegt aber daran, dass der uPrint auf 0,2mm Schichtdicke eingestellt war, der Replicator 2 auf 0,1mm.
Anders sieht es bei der Prozesssicherheit aus. Ich habe keinen sauberen Druck geschafft, bei dem ich nicht bei der ersten Schicht dabeigeblieben bin. Die Bauplattform muss sehr genau eingestellt werden und die Wiederholgenauigkeit beim Herausnehmen und Wiedereinsetzen der Platte nicht allzu hoch. Zudem treten immer wieder Fehler im Modell auf, wenn der Vorschub nicht sauber funktioniert und aus der Düse nur ein „Gespinst“ statt eines kräftigen Fadens austritt. Diese Fehler stören bei einem reinen „Anfassmodell“ weniger, schwächen aber das Teil, was bei einem Funktionsmodell natürlich nicht gewünscht ist.
Ich kann nicht beurteilen, ob diese Fehler nur bei „meinem“ Gerät auftreten oder auf das Design des Extruders zurückzuführen sind. Sicher ist, dass der im letzten Beitrag erwähnte selbstgedruckte Ersatz-Gegenlagerhebel sich nach einigen Tagen verbog und neu gedruckt werden musste. Das ist darauf zurückzuführen, dass das PLA, mit dem der Replicator 2 arbeitet, relativ hitzeempfindlich ist und die Abwärme des Extruders das Teil verformt. Ein aus ABS gedrucktes Teil, beispielsweise aus der Replicator 2X, oder das von Makerbot angebotene spritzgegossene Pendant dürften hier deutlich länger halten.
[Update] Wie mir Herr Leute von Hafner’s Büro heute mitteilte, war bei meinem Testgerät tatsächlich der Lüfter defekt, der den oberen Teil des Extruders kühlt. Die Hitze des Schrittmotors – und wahrscheinlich auch der Düse – führten dazu, dass sich der Hebel verbiegt und der Vorschub unregelmäßig ist. Mit einem neuen Lüfter dürfte die Fehlerrate beim Drucken drastisch geringer sein.
Zuverlässig „mannlos“ rund um die Uhr zu drucken, war zumindest mit dem Testgerät nicht möglich. Läuft der Druck einmal, muss man jedoch nicht mehr dabei sein – es ist also nicht so, dass man die ganzen sechs oder elf Stunden ans Gerät gebunden ist. Allerdings kann es passieren, dass man am nächsten Morgen feststellt, dass der Druck misslungen ist und man nochmals starten muss.
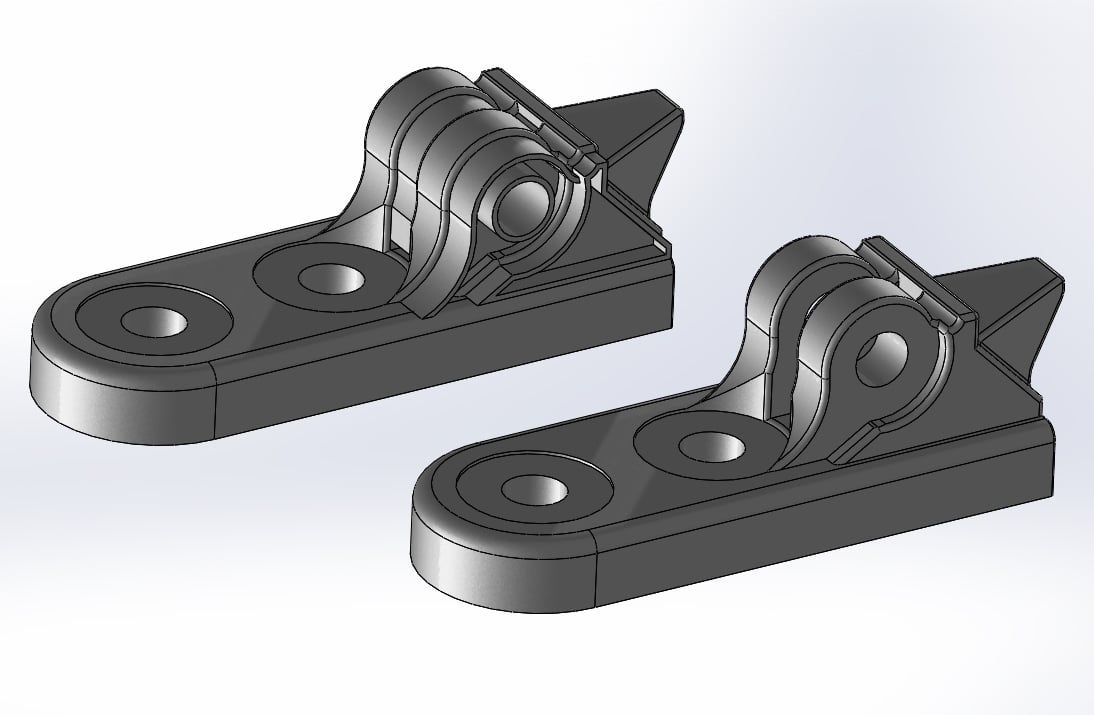
Die Makerware-Software baut selbsttätig Supportstrukturen unter Überstände, wenn diese Option beim Erstellen der Druckdateien angewählt war. Allerdings übertrieb es die Software zum Teil, schräge Überstände wie die Nase rechts am Verdeckhalter kann der Drucker auch ohne Support aufbauen. Da die Supportstrukturen im selben Material gedruckt werden, sind auch nach dem Säubern des Modells noch deren Ansätze zu sehen. Geräte wie der uPrint, die mit zwei Extrudern und abwaschbarem Supportmaterial arbeiten, sind hier im Vorteil – das Material wird abgewaschen und hinterlässt am Modell keine Spuren.
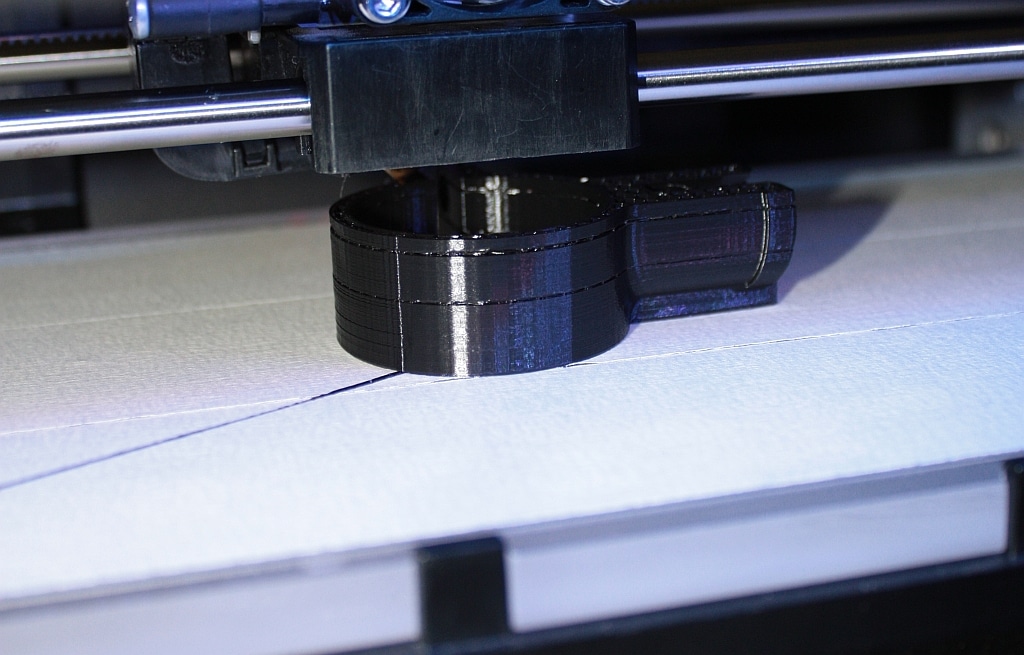
Oft lassen sich Supports durch cleveres Positionieren oder Drehen des Bauteils vermeiden. Bei Funktionsteilen ist jedoch die Ausrichtung nicht beliebig, da die Teile quer zur Schichtung weniger belastbar sind. So musste der Verdeckhalter auf der Seite liegend gedruckt werden, damit die hochbelastete obere Querbohrung nicht aufreißt. Die Versuche, mit Supports zu drucken, brachten wenig schöne Ergebnisse, da teils unnötige Supports vorgesehen wurden, beispielsweise in den beiden Löchern. Die Lösung waren selbstgebaute Supports, die ich direkt im CAD-System anmodelliert habe – 1mm Wandstärke ergibt eine einwandige Struktur, die sich einfach mit einem Messer entfernen lässt.
3D-Druck erfordert wie jeden Fertigungsverfahren ein gewisses Gefühl für das, was das Verfahren kann und eben nicht kann. Insgesamt lässt sich festhalten, dass es ein unschätzbarer Vorteil ist, wenn man „mal schnell“ ein Design in ein anfassbares Teil verwandeln kann. Dem Technik-Geek sei gesagt, dass man nach einigen Tagen an allen Ecken und Enden druckbare Teile sieht oder Lösungen für lange ungelöste Probleme findet, indem man ein Bauteil druckt.
Die angesprochenen Probleme sollen den Wert des Replicator 2 nicht herabsetzen, ich kann von meinem Testgerät, das wahrscheinlich schon viel herumgereicht und transportiert wurde, nicht auf ein gut eingerichtetes, regelmäßig gewartetes und von erfahrenen Bedienern genutztes Modell schließen. Die Probleme scheinen jedenfalls nicht unüberwindbar zu sein. Man darf auch nicht vergessen, dass man – wie anfangs erwähnt – mit einer in dieser Preisklasse sehr neuen, noch am Anfang stehenden Technologie arbeitet. Ich werde mir jedenfalls sehr sicher einen 3D-Drucker zulegen. Vielen Dank an Hafner’s Büro für die Teststellung.