
Auf der Formnext hat HP mit großem Auftritt seinen ersten selbstentwickelten 3D-Drucker vorgestellt – und zwar in Aktion, im Gegensatz zur „Vaporware“-Vorstellung im Oktober 2014 und zu den vielen Messeauftritten über die letzten beiden Jahre, wo viele Beispielteile, aber kein Drucker präsentiert wurden. Tatsächlich ist HP mit dem Jet Fusion 3D-Printer ein echter Wurf gelungen – das Gerät ist allerdings bei weitem nicht – wie von Analysten spekuliert wurde – die „Geheimwaffe“, mit der HP der 3D-Druckermarkt so revolutionieren wird wie es damals mit den DeskJet-Tintenstrahldruckern gelang. Der HP-3D-Drucker ist eine solide Maschine für Dienstleister oder größere Unternehmen mit erstaunlicher Druckqualität.

Ich gebe zu: meine Vorhersage aus dem Oktober 2014 ist nicht eingetroffen, dass der HP-3D-Drucker von der Entwicklung überholt wird. Doch als HPs erster selbstentwickelter 3D-Drucker 2014 vorgestellt wurde, stand mehr oder weniger eine leere Hülle auf der Bühne. Die hymnischen Elogen in den Pressemitteilungen und vor allem die übertriebenen Erwartungen der Analysten ließen viele den kleinen Zusatz „conceptual industrial design“ für HPs ersten Multi Jet Fusion – Drucker vergessen.

Das Druckverfahren der HP-Maschine ist einzigartig, es wird ein Bett aus Kunststoffpulver über einen Pagewide-Druckkopf mit verschiedenen Flüssigkeiten – einem Binder (Fusing Agent) und einem „Gegen-Binder“ (Detailing Agent) bedruckt. Danach verschmilzt eine Hitzequelle das Material an den gewünschten Stellen. Es handelt sich also nicht um ein Sinterverfahren im eigentlichen Sinn. Beim Sintern werden Materialkörner miteinander verbacken, ohne miteinander zu verschmelzen. Die Festigkeit erreicht dabei nicht diejenige des Hauptmaterials, sondern das Material besteht aus Körnern des Hauptmaterials, die von einem Bindemittel zusammengehalten werden.
Beim Jet-Fusion-Verfahren begünstigt der Fusing Agent das Verschmelzen der Kunststoffkörner, der Detailing Agent verhindert das Verschmelzen. So verhindert HP die sandpapierähnliche Oberfläche, die beispielsweise lasergefertigte Metalldruckteile direkt nach der Fertigung haben. Diese kommt von den Pulverkörnern, die nur zum Teil oder gar nicht vom Laser getroffen wurden, aber durch die Wärme direkt neben dem Laserpunkt mit dem Druckteil verbacken.
Mit speziellen Druckflüssigkeiten baut der Jet Fusion 3D extrem detailliert
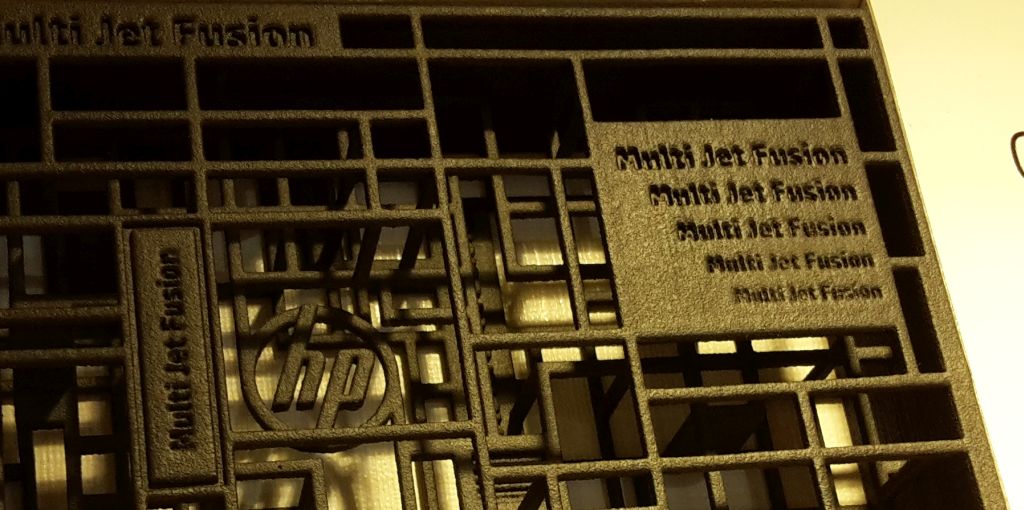
Der Detailing Agent wird direkt am Rand des Bauteils aufgetragen und sorgt für extrem saubere Kanten und Flächen. Betrachtet man die auf der Formnext ausgestellten Beispielstücke, bestätigt sich das – man beachte die hier abgebildeten Würfelchen, die extrem scharfe Kanten und Ecken aufweisen. Schichten waren an den Teilen nicht sichtbar und auch die vertieften Schriften im anderen abgebildeten Beispielteil sind sehr detailliert. Sehr beeindruckend.

Zudem wird durch das Verschmelzen der Körner die Festigkeit des Originalmaterials erreicht, und das wahrscheinlich in alle Richtungen. Meiner Meinung nach sind die Schichten mit 0,07 bis 0,12 Millimeter so dünn, dass der beispielsweise bei FDM-Druckern bekannte Effekt, dass die Bindung zwischen den Schichten geringer ist als innerhalb einer Schicht, nicht auftritt – begünstigt durch den Fusion Agent. Es entstehen also Bauteile, die gegossenen oder gespritzten Bauteilen nahekommen oder sogar ebenbürtig sind.
Das HP-System besteht aus drei Bestandteilen: Dem eigentlichen Drucker, der Füll- und Kühlstation (Processing Unit) und dem mobilen Bauraum. Das Einführen der Process Unit ist eine gute Idee: Bei allen Pulverdruckern ist das Handling des extrem feinen Pulvers sehr problematisch. Metallpulver oxidieren sofort und sind explosionsgefährlich, auch Kunststoffpulver sind alles andere als gesund und ungefährlich. HP schafft es, das gesamte Pulverhandling hermetisch abzuschließen, so dass kein Pulver in die Umwelt gelangt. Dies vereinfacht den Betrieb der Anlage massiv.

Vor dem Druck wird der Bauraum in die Processing Unit eingeschoben und dort mit dem für den Druck notwenigen Pulver befüllt. Danach fährt der Bediener den Bauraum in den Drucker und startet dort den 3D-Druck. Dieser dauert maximal zehn Stunden, hinzu kommt die Abkühlzeit, die exakt gleich lang ist wie die Druckzeit. Mit zwei Bauräumen lässt sich also ein 24-Stunden-Betrieb realisieren. Der Bauraum lässt sich auch nur teilweise nutzen, dann dauern Druck-und Abkühlzeit entsprechend kürzer. Zum Abkühlen wird der Bauraum nach dem Ende des Drucks wieder zurück in die Processing Unit geschoben. Während des Kühlens saugt die Anlage schon einen großen Teil des losen Pulvers aus dem Bauraum ab und recycelt es – bis zu 80 Prozent des Pulvers können nach Angaben von HP weiterverwendet werden.
Zum endgültigen Säubern der Druckteile steht in der Processing Unit ein abgeschlossener Arbeitsraum mit eingebauten Handschuhen und Absaugung zur Verfügung. Die Teile verlassen die Anlage also erst, wenn sie völlig pulverfrei sind – damit ist die HP-Anlage quasi bürotauglich.

Zu den technischen Daten, die ich zum Teil schon hier genannt habe: Die Bauraumgröße beträgt 406 x 305 x 406 Millimeter, die Auflösung beträgt 1.200 dpi. HP bietet zwei Modelle an, die sich in Schichtdicke und Druckgeschwindigkeit unterscheiden. Der HP Jet Fusion 3D 4200 druckt Schichten von 0,07 bis 0,12 Millimeter Höhe mit einer Geschwindigkeit von 4.500 cm³/Stunde, der HP Jet Fusion 3D 3200 baut mit 0,08 bis 1,0-Millimeter-Schichten und 3.500 cm³/Stunde. Der 4200 druckt also sowohl feiner als auch grober – und das schneller. Zudem bietet der 4200 eine breitere Palette von Druckmodi zur Steuerung der Teileeigenschaften, eine Prozessüberwachung und die Möglichkeit, Teile während des laufenden Druckvorgangs hinzuzufügen. Weitere Daten nennt das Datenblatt hier.
Im Augenblick ist ein schwarzer PA12-Werkstoff verfügbar, demnächst sollen PA11 und ein Elastomer hinzukommen. Interessant ist, dass HP die Materialanforderungen offenlegt, es können also Drittanbieter Druckmaterialien entwickeln, die im Jet Fusion-Drucker verarbeitet werden können.
Steffen Hägele vom Jet Fusion 3D-Distributor Solidpro sagte mir, dass die erste Anlage im April 2017 in Langenau eintreffen soll und dort besichtigt werden kann, ab Juni sollen dann die ersten Geräte ausgeliefert werden. Der 3200 soll im Set aus Drucker, Prozessstation und einem Bauraum 150.000 Euro kosten, das 4200er-Set 220.000 Euro. Ein zusätzlicher Bauraum schlägt mit 15.000 Euro zu Buche.
Die Vorteile des Jet Fusion 3D-Druckers – Schneller Druck, hohe Genauigkeit, günstiger Teilepreis, großer Bauraum, große Detailgenauigkeit und Festigkeit – sind wirklich beeindruckend, die Nachteile – Platzbedarf, die Notwendigkeit geschulten Bedienpersonals und der hohe Preis – zeigen jedoch, wohin die Reise geht. Dieses System ist – heute noch – weit davon entfernt, für Heimanwender oder kleine Firmen tauglich zu sein. Die Anlagen werden sich eher bei 3D-Druck-Dienstleistern oder als interner Dienstleister in großen Firmen finden lassen. Dort allerdings werden sie hervorragende Resultate liefern können.